| PPA 4 |


聚邻苯二甲酰胺,英文名称:PPA (Polyphthalamide),是一种硬度大,强度高,耐化学性好,成本较低的合成树脂。
加工工艺
尽管其它熔融工艺也能使用,绝大多数PPA树脂是用传统注塑法加工的。把 PPA原料预干燥到低于0.1%的湿度水平,然后装入热密封的金属村里袋子或盒子内,这些容器能保证PPA原料在加工前不用再干燥。加工工艺可接受的湿度水平是0.15%或更低。加工湿的树脂能使分子量降低,造成相应的机械性能上的损失。使用干燥剂贮斗式干燥器,在175℃条件下很容易把树脂干燥到露点湿度达-25℃甚至更低。干燥时间视吸收的水量而定,一般在4~16个小时范围内。
注塑时熔融温度在615-650℃范围内,物料在机筒内的停留时间不超过10分钟,这样注塑出来的产品机械性能最佳。要求模具温度至少275℃,以便得到完全结晶和尺寸稳定性最佳的产品。具有部分厚壁的部件,由于冷却速度慢,可以在较低的模温下注塑。模温对于成品部件的表面外感最佳化是至关重要的。用于真空镀金属成电镀金属的矿物填料级PPA树脂的模具表面温度要求350℃。
聚邻苯二甲酰胺的成型技术
聚邻苯二甲酰胺(PPA)在流道系统中经过短时间停留而热损耗低。注射成型用的材料是含有33%玻璃纤维的半结晶PPA。用外嵌成型技术将这种玻璃纤维增强的半结晶PPA注射到镀锡铜的冲孔窄片带上制造成产品。该窄片带用机械铺开,由换位销安置在模具里,被注射形成封装并且用一步进电机将其移动距离模具型腔的12倍。带有注射成微型壳体的封装窄片带被再次卷成筒形并进入下一道工序加工。没有金属嵌件时,该成型塑件净重0.28g,壁厚为0.15~2.7mm,成型塑件测骨尺寸为8mm×1mm×6mm。

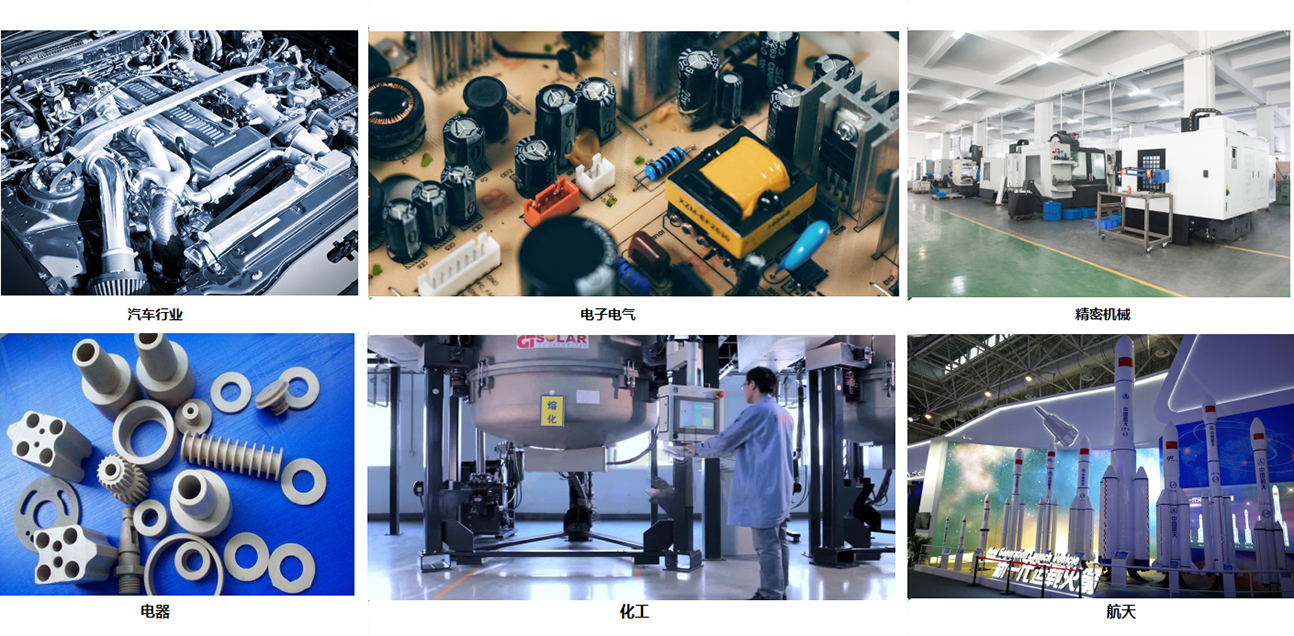
由于PPA树脂的优良的物理、热和电性能,尤其是适中的成本,使它有广阔的应用范围。
这些性能和优良的耐化学性一起,使PPA成为汽车工业许多用途的候选者。趋向更好的空气动力学车身设计连同更高性能的马达,将提高发动机箱的温度,使传统的热塑塑料显得不尽适用。这些新的要求使PPA成为汽车前灯反光器、轴承座、皮带轮、传感器壳体、燃料管线元件和电气元件的候选材料。
电气元件的发展方向是小型化和高温团结,如红外固结和汽相团结,这需要PPA的优越性能。阻燃级PPA具有优良的电性能、很高的HDT值、高的高温弯曲模量、能以最小的溢料加工成长的薄壁部件,因此适合于制作开关设备、连接件、电刷座和马达托架。
矿物填料级PPA用于反光表面和镀金属方面的用途,包括汽车前灯、装饰用管件和硬件。




| 宁波泰浩恒新材料有限公司 地址:宁波市海曙秀丰路755号 电话:0086-0574-88015951 传真:0086-0574-88015951 手机:13586859591 刘硕 13777029142 刘旭 Email:taihao02@taihaomaterial.com taihao06@taihaomaterial.com 网址:www.taihaomaterial.com |
| 宁波泰浩恒新材料有限公司 © All rights reserved |


